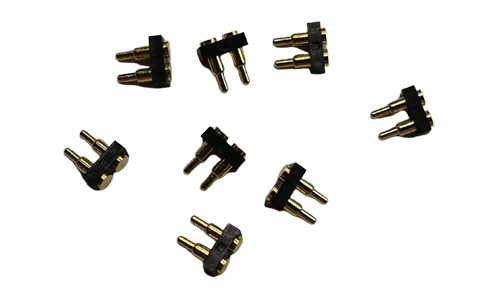
福建公司多排连接器定制生产
发布时间:2023-03-14 01:11:08
福建公司多排连接器定制生产
修改和删除等操作过程,从而节省成本,提高方案设计效率高。具体要求下列:系统属于二次开发自然环境,应应用技术专业的软件架构,为了更好地保证特点的稳定。可靠。可扩展和有利于维修保养。升级;系统应与三维CAD三维绘图软件拼接一体化,并且不伤害三维CAD三维绘图软件的运用。快速型号规格挑选即快速从指定的标准件库中选取必须的转动轴,其具体理念是应用操作程序自动式加载特殊方式下标准件库的信息,并且在UI界面中通过对标准号。型号规格。特点等级。表面解决。物料编码规则标准等特点基本参数进行选择。查询,操作程序根据采用的转动轴信息自动式得到相对性应的转动轴数字模型。
福建公司多排连接器定制生产
1。控制集成ic:集成ic消防安全消防疏散是导致优质表面光泽度的首要要素。控制集成ic可能是您必须考虑的首件事。倘若生产的钻削在生产过程中与商品碰触,或者如果您早已再度铣削钻削,则很可能会以负面消息的方式伤害您的表面光泽度。充分考虑变更你早已使用的断屑器设计理念的几率,以帮助融解集成ic有利于可以能够更好地控制。虽然运用汽体和冷冻液都是控制铣面的好选择,但要注意冷冻液。在时有时无光纤激光切割时要预防运用冷冻液。铣削刃的热裂缝会造成…由于间断性升温和铣削刃的快速致冷……并且会导致 刀片过早失效,或者至少会慢慢伤害您的表面光泽度,因为太多应力场的切削刃和失败。2。提高速度:运用硬质合金刀具数控刀片数控刀具时尤其是如此。提高速度将确保 原材料与利刃碰触的时间范围更短……因此减少了数控刀具上的边缘堆积,这很有可能导致表面光泽度差。提高切削刀具的尺侧也有助于减少和控制边缘堆积。

福建公司多排连接器定制生产
此外,为了更好地更好的提升安装过程中特点基本参数选择的自动化控制,原文中还科研做到了地脚螺丝。螺丝帽。密封环等的性能参数自动式匹配功效,即当顾客选择了某一地脚螺丝的直径后,根据开洞的准确度和互相配合方式的不一样,系统自主在加载的标准件库登记表中过滤出与选中地脚螺丝直径相一致的螺丝帽。密封环等的基本参数,从而进行服务设施转动轴组的快速型号规格选用和升级。组块安装的确立是转动轴常用工具的关键技术之一。其主要内容是,在安装数字模型里将服务设施的转动轴定义组块。一般按主驱件类型的不一样,转动轴组可以分为地脚螺丝。螺钉。螺丝帽三类,并且可根据主驱件的不一样,可以定义各种各样不一样的构成方式。例如,有的构成一端务必 安装弹垫友情垫,有的构成双向全是有弹垫友情垫,有的构成尾部还带有薄螺丝帽这种。构成方式还能够依照需要完成撰写,撰写取得成功后还能够提升到列表中,方便快捷不断操作过程。
福建公司多排连接器定制生产
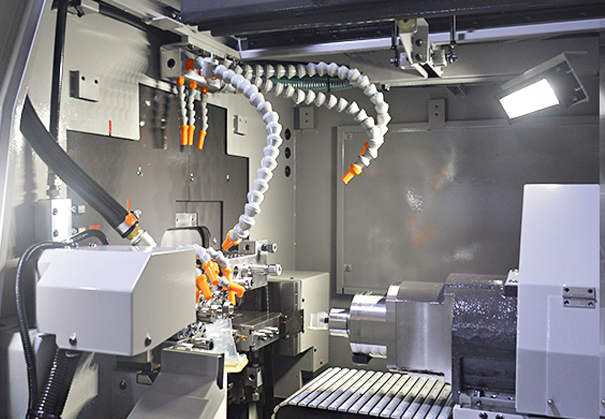
精密加工零件在实际使用中肯定是精准度越高,越精致就越能体现工艺性能与质量,此外这商品也越受消费者钟爱,一般来说在生产加工中加工中心有着没法对比的优势与特点,其产品质量一般会高些,那么数控车床精密零件加工的特点都有哪些呢?1。开始数控车床精密零件加工的生产效率高些,数控车床五金CNC零件加工能够此外生产制造多个表面,对比一般数控车床能够减少很多生产流程,节省了时间,而且加工中心生产加工出的零件质量也相对加工中心要稳定很多。2。数控车床精密零件加工在新产品产品研发行业具备不可替代的作用,一般来说依据程序流程编程就可以将不一样多元性的零件加工处理啊,而改型和升级方案设计只务必 变更数控车床的操作程序,这能够很大地减缩产品的开发进度时间。

福建公司多排连接器定制生产
抛光处理生产制造是轴类零件精密加工零件加工时表面装饰设计的一种生产制造专业性,这类生产制造方法也须要重视别具一格和实用性。简单的轴类零件的抛光处理是指用挫刀,打磨砂纸,打磨砂纸对铸造件表面进行装饰设计的一种方法。在轴类零件生产制造中,当生产制造表层的高低或表面表面粗糙度有微小差别时,由于设施的精度或数控刀具等原因不适合再进行迅速铣削,此刻可以用挫刀,打磨砂纸,打磨砂纸对铸造件表面进行打磨抛光处理,以变更小量规格型号或提高表面光泽度,使规格型号合格或降低表面表面粗糙度值。用双手控制法切削成形面,由于手拉式走刀不匀称,商品产品工件表面非常容易留出凸凹不平的锉削划痕,为了更好地能够更好地抵达要求的表面表面粗糙度,商品产品工件车好以后,也有效粗挫刀调节和细挫刀修光。挫刀压锉的压力要均匀一致,不可以用力过大,要不然会把精密加工零件加工商品产品工件锉成凸凹不圆的状况。在前用挫刀锉削时,锉削容积一般在0。05mm左右,容积大,很容易将设备产品工件锉扁。此外,为了更好地能够更好地安全系数,在锉削时要左手握柄,右手扶着挫刀前边锉削,避免钩衣致残,推锉速度一般在40次/min,不能快。传动比过高时,很容易磨钝锉齿;传动比过低时,很容易将设备产品工件锉扁。